
n
1 系统概述
MASTERDIVE 家族的6SE70系列变频器包含VC和 MC两种变频器。
MC 专门应用于运动控制系统,广泛应用于精加工行业:车床,印刷,纺织,机械加工等。
使用MC控制器可实现如下功能:
•® 速度控制
•® 位置控制
•® 装置之间的角同步控制
MC中包含模块化的软件设计:
•® 强大的自由功能块(包含基本定位功能)
•® 工艺软件包F01
MC系统的功率部分与VC的功率部分相同,按照不同装置结构可划分为(见图1):n


图1n
其中增强书本型装置,控制板与功率元件为一体,以得到更加紧凑的结构,而书本型装置和装机装柜型装置则拥有独立的电子箱,控制板可以插拔,方便更换。更换书本型或装机装柜型装置的控制板后,操作如下:n

图2n
2 编码器的使用
MC要实现定位控制,需要使用编码器作为速度和位置的反馈信号。
编码器在安装使用上分为电机编码器,外部编码器。二者可以同时使用,也可以单独使用。
电机编码器,安装在电机轴上,可以测量电机的转速以及电机的位置,同时可以通过机械设备的变比关系,反映出机械设备的位置。
外部编码器,安装在机械设备上,用于检测设备的位置,可以更准确地反映最终机械设备的位置。
电机编码器需要将编码器板装在C槽。
可以使用的编码器类型,以及编码器接口模板如图3所示n
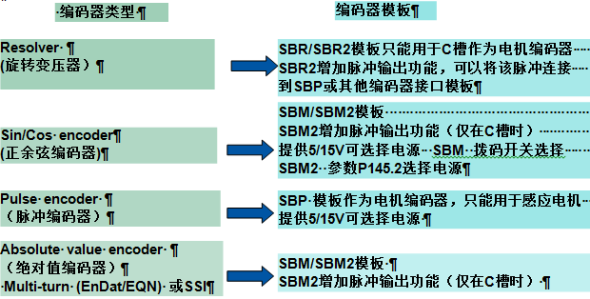
图3n
3 电机类型
MC控制器可以驱动同步电机,异步电机, 类型通过P095进行选择。(图4)n

图4n
注意:
在使用永磁同步电机时,需要注意转子零点的问题。
西门子标准同步伺服电机在出厂时,已经保证编码器的零点与转子零点对应,此时需要保证动力电缆的相序U,V,W与变频器的输出相序相同。
对于没有确定转子极位置的同步电机,或者用户自己更换了编码器,需要进行转子零点的校正,否则会导致电机失控。
4 系统设定
4.1 恢复工厂设定
第一次使用MC控制器,首先进行参数的工厂复位,保证参数恢复到工厂设定值。
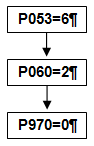
图5
4.2使用西门子标准电机时的系统参数设定

图6
4.3 第三方电机设定
当使用第三方电机时,如果用户想要使用标准的控制方案则需要首先进行下列操作。
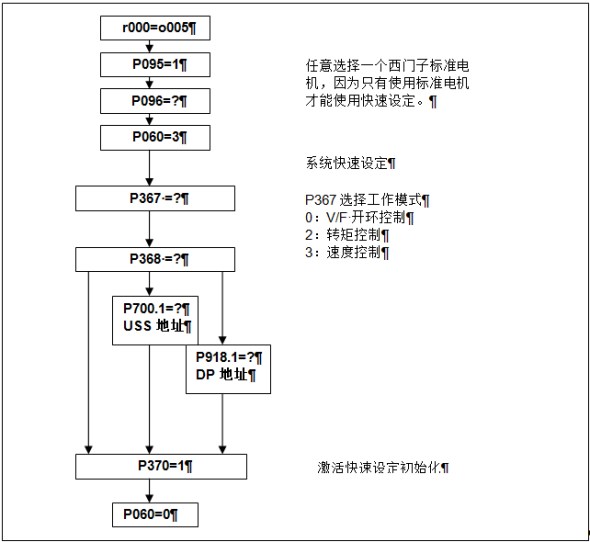
图7
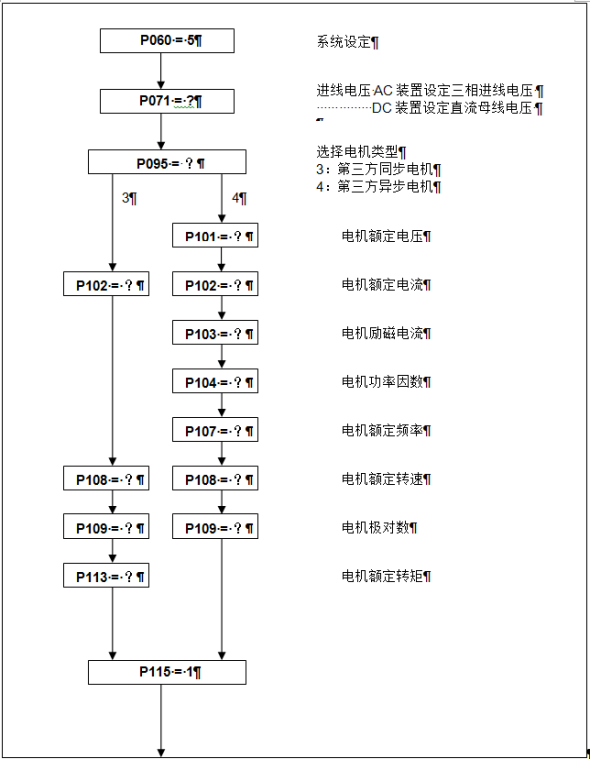
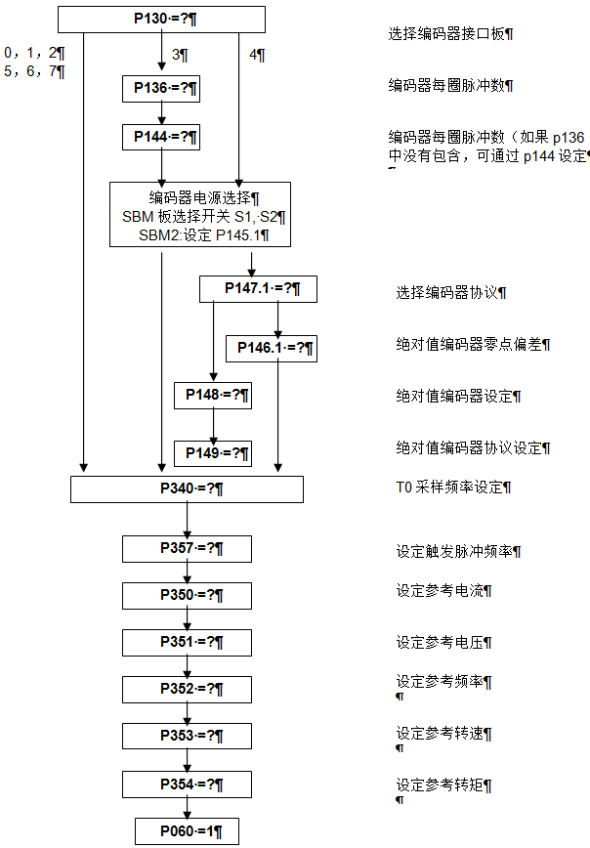
图8
由于第三方电机通常不提供电机的阻抗等参数,所以需要进行优化来寻找这些电机的参数:

图9
5 系统标准配置(p368)
p368=1 端子控制
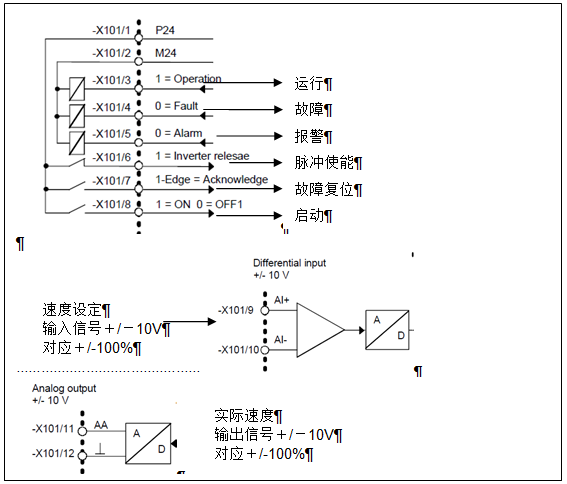
图10
p368=2端子和固定频率设定控制
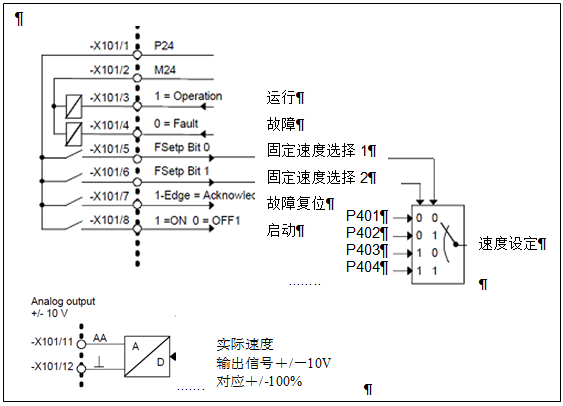
图11
p368=3端子和电动电位计设定控制

图12
p368=0 PMU面板控制(仅对于书本型和装机装柜型装置)

图13
p368=4 USS通讯控制

图14
p368=6 PROFIBUS DP 通讯控制

图15
6 DriveMonitor软件调试
打开软件,设置连接端口:
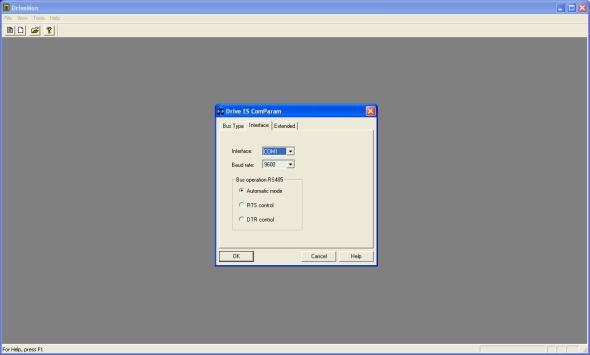
图16
选择装置类型,建立参数表:

图17
进入参数表,选择在线连接按钮:

图18
打开屏幕下部工具栏的操作面板:

图19
激活主控请求,可以通过该操作面板进行控制(必须首先完成系统参数设定)

图20
7 激活位置控制器
在保证速度模式能正常工作后,如果需要使用MC系统的定位功能,则需要手动激活位置控制器。
设定P210=1即可。通常采用的定位方式有如下三种:
1.® 直接位置控制
在该方式下,通过参数P209设定目标位置,在启动命令后,电机直接运行到目标位置,该模式比较简单,但是容易产生冲击,因此在设定目标位置的时候,尽量将设定位置经过斜坡发生器的方式作为给定,以避免位置设定的阶跃。
2. ®基本定位功能
在MC的自由功能块中,专门开发了基本定位功能,可以实现一些简单的定位操作,能够满足绝大部分的定位控制。详细操作及描述见基本定位功能简单调试手册。
3.® F01工艺软件
在MC中同时集成了更加全面的定位控制工艺包,可以满足多种复杂的定位控制要求,但是要使用该软件包,需要购买授权码,来激活该工艺包。关于F01工艺软件的使用,请参考F01简单调试手册。
关键词
伺服控制器,伺服电机,DriveMonitor,编码器
原创文章,作者:ximenziask,如若转载,请注明出处:https://www.zhaoplc.com/plc326738.html
 微信扫一扫
微信扫一扫  支付宝扫一扫
支付宝扫一扫