
烘干中各工位要计时,工件满足总时间后放行,工件连续排列,我S7-200程序采用定时间传递,见附图, 但计时器当前时间不能传递。请各师傅指导。
LD SM0.0
LPS
A 工件1位:M0.1
TON T37, 20000
LRD
A 工件2位:M0.2
TON T38, 20000
LRD
A 工件3位:M0.3
TON T39, 20000
LPP
A 工件4位:M0.4
TON T40, 20000
段二:
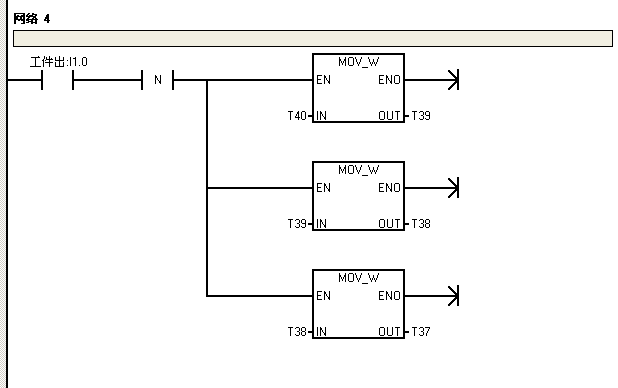
LD 工件出:I1.0
ED
MOVW T40, T39
MOVW T39, T38
MOVW T38, T37
图片说明:
最佳答案
先将各时间数据形式转到V区试试。
如/T40
LD SM0.0
TON T40, 20000
MOVW T40, VW10
然后按段二进行条件转移。
提问者对于答案的评价:
谢谢指导
原创文章,作者:more0621,如若转载,请注明出处:https://www.zhaoplc.com/plc194480.html
 微信扫一扫
微信扫一扫  支付宝扫一扫
支付宝扫一扫 